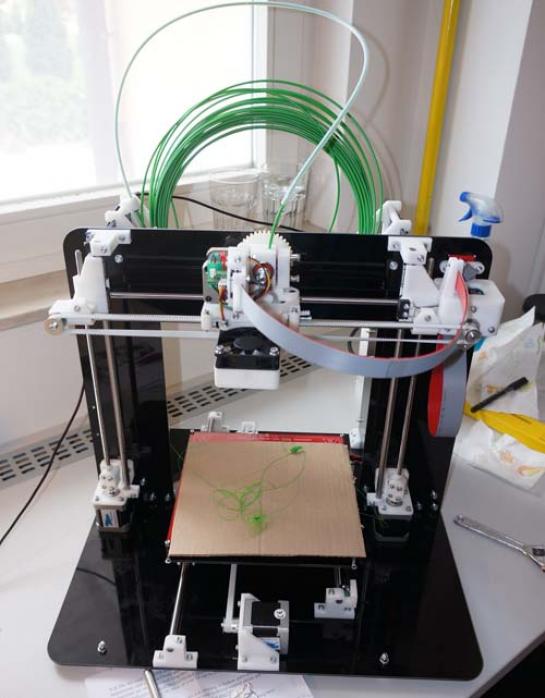
Tiskalnik je izvedenka modela Prusa Mendel, od katerega se vizualno najbolj loči v konstrukciji ohišja. Namesto ohišja v obliki prizme iz kovinskih palic je ohišje iz togih sendvič plošč (plastično jedro, prevlečeno s tankim aluminijem). Takšna zasnova omogoča preprostejše modifikacije, na primer povečanje velikosti predmeta, ki ga tiskalnik lahko zgradi. Ena od odlik skupnosti je eksperimentiranje s tiskalniki, bodisi to, kar smo omenili, ali poskušanje z različnimi snovmi, ki jih tiskalnik »brizga«. Čeprav lahko tiskalnik uporabimo tudi za komercialne zadeve, hitro izdelavo prototipov bodočih izdelkov ali izdelavo plastičnih figuric, so izboljšave tiskalnika najbolj zanimive.
Tiskalnik je prispel v malce večji kartonski škatli, v kateri so vsi deli. Primerjava s škatlo lego kock ni daleč od resnice. Deli so majhni, vijaki urejeni v vrečke, kabli nimajo nameščenih vtičnikov, edini del, ki je v celoti sestavljen, je brizgalna glava. Vsi plastični deli (na fotografiji so beli), ni jih malo, so narejeni s 3D-tiskalniki, kar nam hkrati daje vpogled v natančnost tiskanja. Že sestavljeni tiskalnik služi za svojo lastno reprodukcijo v kakšnih dvajsetih odstotkih. Ker je zasnova prostokodna, načrti pa dosegljivi na spletu, lahko novi lastnik tiskalnika, takšnega, kot je, ali z vključenimi lastnimi predelavami, prodaja naprej. V kompletu je tudi kartica SD, na kateri so navodila za sestavljanje, najbolje je, da jih natisnete. Približno polovica besedila se osredotoča na sestavljanje, druga na nastavitve – kalibracijo tiskalnika, virtualne 3D-prikaze delov tiskalnika (CAD-datoteke, ki jih lahko odpre brezplačni program OpenSCAD), ki olajšajo sestavljanje, ter vso potrebno programsko opremo. Elektronika tiskalnika je preprosta, narejena na osnovi mikro krmilnika Arduino. Ima pa režo za pomnilniške kartice, na katero posnamete navodila za izdelavo predmeta (numerični programski jezik G-code), in tiskalnik lahko tiska, tudi če ni priključen na računalnik.

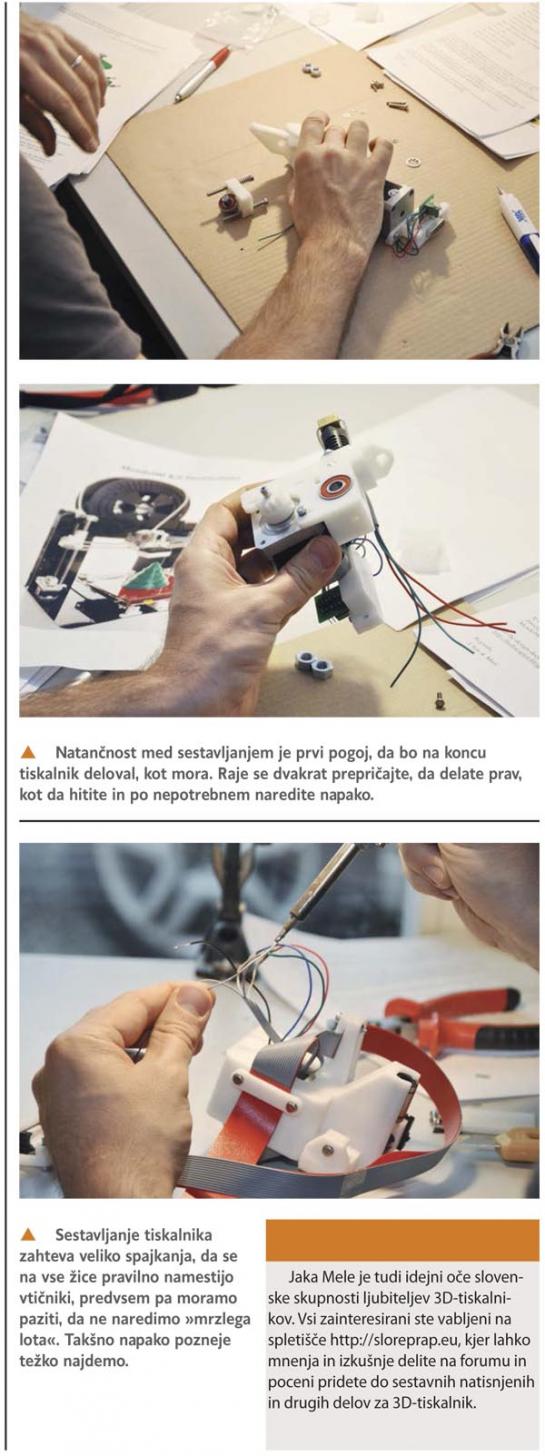
Spajkanje in veliko potrpljenja
Predvideni čas sestavljanja, po zagotovilih avtorja tiskalnika, je dvajset ur, v resnici pa vsaj še enkrat toliko, razen če ste prej sestavili že več tiskalnikov in imate postopek sestavljanja v glavi ter poznate vse pasti. Navodila je treba natančno brati, upoštevati besedo za besedo, ne zanašajte se na lastno znanje in predvidevanje, da je to tako, pa v resnici ni, predvsem pa korakov ne preskakujte. Včasih se izkaže, da »bom ta del vgradil pozneje« ni najbolj enostavno. Sestavljanje zahteva nekaj ročne spretnosti, občutka za natančnost in znanje spajkanja. Veliko vtičev je namreč treba prispajkati na ploske kable, in če pri tem naredite tako imenovani »mrzli lot«, imate lahko pozneje težave. Povezava lahko nekaj časa dela, nato se prekine, takšnih napak pa ni preprosto najti. Ko se zatakne in do tega pride, je pametno pogledati na splet in vprašati za nasvet strička Googla. Preglejte vse fotografije tiskalnikov, ki so jih že sestavili, in se tako prepričajte, da razmišljate prav. Včasih je pri sestavljanju dveh delov potrebna sila, drugič ne, predvsem pri plastičnih delih pa je treba biti pozoren, da jih ne poškodujete. Če jih, pomaga sekundno lepilo.
Navodila za sestavljanje so podobna navodilom sestavljanja lego modelov. Vsak korak se začne s seznamom potrebnih delov. Najprej vse zberete in ste pozorni, da imate res prave vijake, podložke, ne pa take, ki se le malce razlikujejo od pravih. Ko imate vse pred seboj, sestavite del tiskalnika, in če vam po naključju kakšen vijak ali podložka ostane, ste lahko prepričani, da ste nekaj naredili narobe. Tako nadaljujete sestavljanje po korakih in v kakšnih dveh do treh dneh je pred vami 3D-tiskalnik v vsem svojem sijaju.
Učenje na napakah
To pa ne pomeni, da lahko kar takoj tiskate. Osnovno načelo delovanja tiskalnika je dokaj enostavno. Predmet gradi tako, da iz plastike (v našem primeru PLA ali ABS) natisne plast za plastjo, dokler ni narejen. Plastika je v obliki »žičnega« navitja trde plastike debeline tri milimetre, ki jo motor potiska skozi podajalno cev do »topilne« šobe. Ta jo stopi in odloži na prej narejeno plast, vse skupaj pa leži na »posteljici«. Ker je plastika segreta, se plasti lepo zlepijo med seboj. Če želite uporabljati plastiko ABS, mora biti posteljica ogrevana. Pri našem tiskalniku z dodatkom dveh enostavnih delov, hladilnega ventilatorja za posteljico in vročinskega odbojnega ščita, ki elektroniko ščiti pred vročino (sestavljenega iz kartona, ki je oblepljen z aluminijastim lepilnim trakom), lahko uporabljamo oba materiala. Šoba se premika po osi X in Z (zaradi natančnosti ima os Z dva motorja), tretjo dimenzijo, os Y, pa doda premikanje posteljice. Pri gradnji plasti (osi X in Y) se premikata posteljica (naprej in nazaj) in šoba (levo in desno), ko je plast dokončana, pa se šoba premakne malenkost navzgor. Debelina ene plasti je nastavljiva (manjša ko je, dlje časa se predmet tiska, saj se poveča število plasti), optimalne rezultate (kakovost glede na čas tiskanja) pa doseže pri debelini plasti 0,3 milimetra. Zaradi tega ima ta model tiskalnika pet koračnih motorjev.
Ko je tiskalnik sestavljen, sledi postopek fine nastavitve – kalibracije. Naj omenimo, da je to mučen postopek, ki zahteva veliko natančnosti in veliko časa. Najprej je na vrsti nastavitev tiskalnika, kar v praksi pomeni, da mu ukažete, naj od ene točke dvodimenzionalnega prostora (os X in Y) odloži tanko črto plastike. Nato preverite, kaj je tiskalnik resnično naredil, in prilagajate strojno kodo oziroma »firmware« tiskalnika, dokler ni črta takšna, kot mora biti. Delate po metodi poskušanja in učenja na napakah. Nastavitev tiskalnika pomeni uskladitev njegovega koordinatnega sistema z dejanskim premikanjem koračnih motorjev. To pa je le polovica naloge.
Omenili smo že, da krmilnik tiskalnika razume numerični programski jezik G-code. Preprosto povedano, ampak res preprosto, je to seznam ukazov, v slogu glava naj gre na točko x1y1, tam začne brizgati plastiko do točke x2y2, neha brizgati, se premakne na točko x3y3 in tako naprej, ki jih tiskalnik razume in izvaja. Uporabnik, ki želi predmet natisniti, pa tega oblikuje znotraj 3D grafičnih programov (na primer programi CAD) v obliki virtualnega 3D-modela. Oziroma ga kot takšnega prenese s spleta. Veliko uporabnikov v skupnosti pomeni tudi, da je na voljo tudi veliko že narejenih 3D-modelov. Model, prenesen s spleta oziroma lastno oblikovan model, mora ustrezen program najprej »razrezati« na ustrezno debele plasti, te pa nato pretvoriti v numerične ukaze. Tudi ta program je treba nastaviti, da je prilagojen zmogljivostim tiskalnika, predvsem pa je od njegove zmogljivosti odvisen čas tiskanja. Če premikanje glave v vseh treh oseh ni optimalno in glava veliko premikov naredi po nepotrebnem, se čas tiskanja predmeta podaljša.

Hudič je v podrobnostih
3D-tiskanje je še daleč od potrošnika, saj je nastavitev ogromno in veliko preveč, da bi se z njimi ukvarjal povprečen – računalništva neuk – uporabnik. Med iskanjem informacij o nastavljanju odprtokodnih tiskalnikov RepRap smo namreč našli tudi forume in vprašanja uporabnikov komercialnih, tudi do desetkrat dražjih 3D-tiskalnikov – in vse kaže, da se ubadajo z istimi težavami.
Nakup že narejenega 3D-tiskalnika torej ne prinaša nujno tudi rešitev vseh težav. Poleg nastavitev samega tiskalnika (kar je, roko na srce, pri že sestavljenih tiskalnikih vsaj delno, če ne v celoti rešeno) je namreč veliko nastavitev vezanih še na posamezen tip materiala (PLA, ABS, najlon) in, verjeli ali ne, celo na njegovo barvo. Barvo materiala namreč določajo z dodajanjem pigmentnih delčkov in drugih dodatkov, kar pa spremeni samo strukturo materiala oziroma mešanice. Zato se vsaka barva obnaša malce drugače, kar se odraža predvsem v nastavitvah temperature za tisk ter tudi hitrosti potiskanja materiala v grelno glavo.
Največ težav pa vsekakor prinašajo programi za rezanje 3D-objekta v posamezne plasti – torej na poti k pripravi 3D-tiskalniku znane G-code. Programov je več in noben ni najboljši, razlike med njimi pa so (odvisno od 3D-objekta) ogromne in uporabnik se mora spopasti z njimi ter jih preizkušati z različnimi nastavitvami (nekateri omogočajo nastavljanje praktično vsega, kar poglobi kompleksnost iskanja najboljših nastavitev) in pridobiti kilometrino. Če želite preveriti razlike med njimi, so po naših izkušnjah sodeč med boljšimi naslednji: Slic3r (www.slic3r.org, odprtokodni in brezplačni), Kisslicer (www.kisslicer.com, za osebno uporabo brezplačen), Cura (daid.github.io/Cura, najboljši grafični vmesnik, brezplačen, a ga komercialno podpira proizvajalec tiskalnikov Ultimaker) in Skeinforge (fabmetheus.crsndoo.com, ki pa ga kljub zelo dobremu razslojevanju načenja zob časa, saj se je razvoj ustavil pred letom dni).
Prav zanimivo je, kako 3D-tiskanje zahteva znanje z več področij – in lepo prikazuje povečano kompleksnost glede na sorodne dvodimenzionalne tiskalnike. Ukvarjanje s 3D-tiskom te kmalu potegne še v 3D-modeliranje in učenje aplikacij za CAD, saj se je zelo kmalu treba ukvarjati tudi s STL-datotekami, ki so pokvarjene ali pa jih rezalniki ne razslojijo pravilno. Kmalu tudi prenašanje že narejenih objektov iz spletnih imenikov ni dovolj, saj želimo kakšnega spremeniti ali prilagoditi, morda pa imamo navdih in želimo celo ustvariti kaj popolnoma svojega. Programov za 3D-modeliranje je seveda več, razlikujejo se tudi po načinu uporabe. Matematikom bo verjetno pri srcu programersko usmerjen odprtokodni in brezplačni CAT-program OpenSCAD (www.openscad.org), vizualnim tipom pa Googlov SketchUp (www.sketchup.com), ki je še vedno na voljo v brezplačni različici (SketchUp Make), ki nudi vse največkrat potrebne funkcije. Google je z osvežitvijo Sketchupa v različici 2013 dodal tudi možnost uvoza in izvoza v .STL datoteko, kar pomeni, da je vtičnik, ki je bil potreben pred tem, odveč.
Ni daleč čas, ko bodo 3D-tiskalniki doma skoraj tako običajni, kot so danes brizgalni tiskalniki. Vendar je prej potrebno dvoje. Primernejše cene (naš tiskalnik je cenovno med 1000 in 2000 evri) in možnost, da tiskalnik kupimo sestavljen in popolnoma nastavljen. Kalibracija mora biti samodejna, tiskalnik pa sposoben vedno natisniti popoln izdelek. Dokler pa to ne bo izpolnjeno, bodo 3D domači tiskalniki stvar zanesenjakov. Priznati pa moram, da je bila izkušnja sestavljanja in čakanja na prvi izdelek nekaj popolnoma novega, nekaj, na kar sem že pozabil.
Moj mikro, Julij Avgust 2013 | Marjan Kodelja